前回、大半の生産管理パッケージはMRPシステムをベースにしているという話をしました。実はこのことが、生産管理システムを導入しても期待通りの効果が上がらないとされる原因となっています。「MRPを使っているからコンピュータによる生産管理システムは役に立たない」と、主張するコンサルタントもいます。
それでは、MRPシステムの何が悪いのでしょうか。最大の問題は、MRP計算ロジックがあいまいな情報への対応を苦手としていることから来ています。
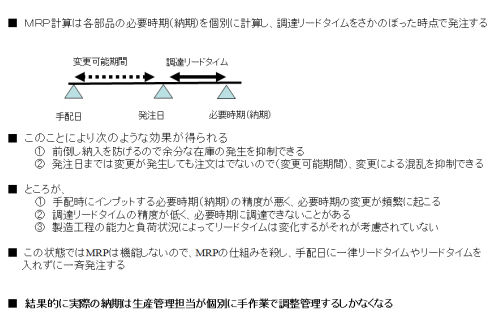
MRP計算の基本は、各部品が必要とする時期に丁度手に入るように手配することです。MRP計算のためには、部品を必要とする時期(納期)と部品の調達リードタイムのデータが整備されていなくてはなりません。ところが、日本の多くの製造現場では、これらの数字データを明確に設定することは困難です。
例えば、「納期」は取引先の要望や設計変更などの影響で、常に変化する可能性を持っています。また、「リードタイム」もロット数および部品会社や製造工程の負荷状況によって変化するのが普通ですので、MRP計算が求めるように一意に決めることはできません。
この状態でMRPを計算してもジャストインタイムを実現することは難しく、担当者による手作業調整が必要となります(図)。
MRPには上記のような問題があるため、実際に本格的なMRP計算機能を使った生産管理システムを導入している製造業者は極めて限られます。全部品で同じリードタイムを設定したり、部品展開したらすぐに指示書を発行するといった形で、部品展開計算だけを利用する製造業者が一般的です(最近はこの問題を回避する工夫もいくつか出てきていますが、その方法については後の回で紹介します)。
MRP生産管理システムには上記の問題があるにもかかわらず、なぜ40年間にもわたって生産管理パッケージの標準になっていたのでしょうか。それは、たとえMRPロジックが機能しなくても、MRP生産管理システムには製造業の業務運営をするために必要な機能が網羅されていたからです。