歯磨き粉や洗口液などを製造するサンスターが、トヨタ生産方式を採用した。生産に巨大なタンクを使う装置型産業で、必要量だけこまめに生産する多頻度生産へと切り替えるのは容易ではなかった。営業情報の鮮度を上げたり、生産設備を変えたりと様々な工夫で困難を乗り越え、完成品の在庫削減や工場の省人化に結びつけた。
最近、トヨタ生産方式を採り入れる企業が増えている。その多くは、業種こそ違うがトヨタ自動車と同じ組み立て工程が主のモノづくりである。作業者の配置や工程を見直すことで生産性を向上させ、各企業の特性を加えながら改善活動に取り組んでいるケースが多い。
 |
| 高槻工場で製造する洗口液「GUMナイトケア」と、同工場の製造ライン |
一方で装置産業でも取り組み始めた企業がある。歯磨き粉や洗口液などを生産するサンスターだ。2002年7月からトヨタ生産方式の考えに基づいたSPS(サンスター・プロダクション・システム)に取り組んできた。豊田自動織機OBの水越宏樹氏に指導を受け、トヨタ生産方式の考え方を移植した。その結果、完成品の在庫削減や、工程見直しによって年間1億4000万円分の人件費の削減といった成果が出ている。
SPS活動は、トヨタ生産方式の考え方をサンスター流にアレンジする作業だった。サンスターがSPSで目指したのは多頻度少量生産への移行である。必要な時に必要な量だけを生産できる体制づくりである。
だが、トヨタ生産方式をそのまま転用することはできなかった。歯磨き粉は9階建ての高さに相当する大きなタンクで生産している。最上部から原材料を投入し、重力を生かしながら下層部へ工程を進め、出来上がった製品を容器に充てんしていく。いかに1回当たりの生産量を増やせるかが効率化の鍵を握ると考えられてきた。1回にまとめて生産する手法はトヨタ生産方式とは逆の考えである。トヨタ式は、1つずつ完成させていく方式を意味する「1個流し生産」が考え方の根幹にあるからだ。
 |
| ●SPSの取り組みにより、多頻度少量生産体制へ移行してきた [画像のクリックで拡大表示] |
「1個」をサンスター流に定義
ただし、高槻工場の山本道規製造グループ長は、「1個」の単位を、歯磨き粉1個は無理だとしても、タンクで1回当たりに生産する最小量と定義し直せば、トヨタ生産方式に近づけると考えた。
従来は、生産効率の視点から1度にできるだけ大量に生産していた。実際に売れるかどうかは別の話だった。例えば歯科医院向けの洗口液では、タンクで1回に生産したものは販売量でいえば14カ月分に相当していたという。しかも、この歯科向け商品は100ml入りや1kl入りといったようにいくつかの容器別に分かれ、それぞれを別々にまとめ生産していた。
こうした体制を改め、1カ月の販売量分だけをこまめに生産していくことにした。これにより完成品在庫は約4分の1に減る。
ただし問題があった。タンク生産には下限値があることだ。100ml用だけの1カ月販売量では少量過ぎて生産できない。そこで容器別の生産をやめ、同じ洗口液をまとめて生産することにした。充てん時に容器を変えればよいわけだ。
こまめな生産に移行することで、容器詰めなどの工程に必要な人員体制も変わった。従来は、大量生産に対応するため、ベルトコンベヤーを使って使用期限の捺印から梱包まで8工程ごとに計12人の専任者を配置していた。ところが、こまめな生産では生産量は従来の1割弱にすぎないため、すべての工程を1人で対応できる。ベルトコンベヤー方式をやめ、同梱工程などに必要な部材を手を伸ばして取れる屋台をつくった。
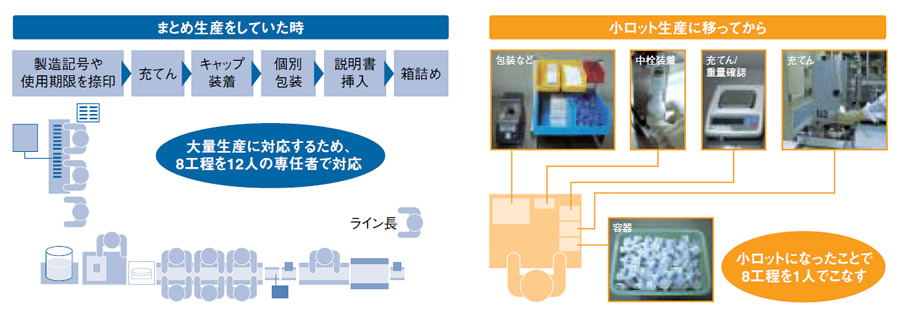 |
| ●容器詰めなどタンク生産後の工程の変化 [画像のクリックで拡大表示] |
新製品の立ち上げ期間を半減
こまめに生産する体制にしたことで、新製品の立ち上げにも改革のメスを入れた。これまで発売日に営業部門が要求する数量をすべて用意できるように75日も前から準備していた。だが営業部門が要求する数字は実需に加え、売りたいという希望的な数字も含まれていた。「すべてを発売日に用意する必要がないことが分かってきた」(高槻工場の製造グループの永井一夫生産計画チーム長)のだ。そこで発売日には営業部門の要望数の7割を用意して、あとは売れた分だけを補充する方式に切り替えた。
この体制に移行するには、情報の鮮度を向上させなければならない。市場にどの程度投入しなければならないのか把握できる仕組みが必要となる。そこで工場側で全国に4拠点ある倉庫からの出荷量と卸など取引先からEDI(電子データ交換)で届く注文情報を日次で把握できるシステムを導入した。それまでは営業部門から月次でしか届かなかった。「口を開けてただ営業部門から提示される数字を待っているだけだった」と生産企画担当の徳永正人氏は振り返る。
新製品の準備に75日間もかかっていたのは、機械の調整に手間取ったり仕様ミスが見つかったりと、品質が安定するまでに時間を要していたからである。そこで、PPC(プレプロダクションチェック)表と呼ぶ品質改善の確認シートを用意した。過去の不具合例などを体系化してまとめておくことで、品質を早く安定させらるようになった。こうした取り組みにより、75日から38日まで短縮できた。
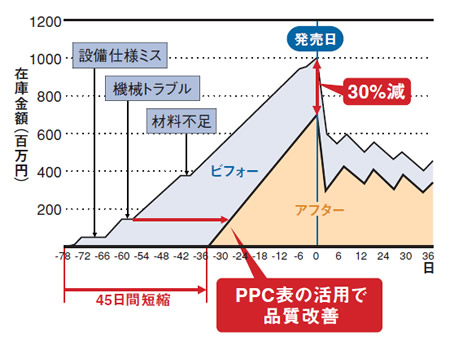 |
| ●後補充できる生産体制により、新製品の立ち上げリードタイムを短縮し、ムダな在庫を作らない |
これらの生産改革とともに取り組んできたのが、日常の管理強化である。指導者である水越氏がサンスターの現場を最初に歩いた際に指摘したのがQCD(品質・コスト・納期)の管理が甘いということだった。「もっと報告や連絡の周期を早くするように指導された」(高槻工場製造グループの林謙次保全チーム長)。当時、不良率や材料ロス率などを月間で集計した資料を係長が持ち寄って、月1回グループ長へ報告していた。月次の報告会を週次に切り替え、生産担当の取締役も参加する場に変えた。さらに、毎日朝礼前に係長が集合し前日の不具合を報告し合うようにした。
実は2度目のトヨタ流改革
実はサンスターがトヨタ生産方式を採り入れようとしたのは初めてではなかった。1985年から「Sプロジェクト」と呼ぶ活動に取り組んでいたが、「取り組んだものの、思うようには根づかなかった」と永井チーム長は明かす。その要因として、やらされ感が強かったことにある。
このプロジェクトには別名があり係長の役職を指す「Aプロジェクト」ともいわれた。若手などチーム全体に改善意識が芽生えず、当の係長から見ても「指示に近いものだった」という。活動範囲も高槻工場の製造部門だけの狭い範囲だった。
こうした反省を踏まえ、SPSは改善活動が浸透するための工夫をしている。SPSは高槻工場だけでなく、歯ブラシを製造する徳島工場などサンスターの全4工場に展開。工場内の改善活動にとどまらないよう、本社に推進事務局を設置して専任の担当者を配置した。
推進事務局が、各工場の推進リーダーを月1回集めて、成功事例を共有できる場を用意した。各工場には月1回コンサルタントを招いて「TPS勉強会」を開催し、班長以上に対しての手法の教育も並行して取り組んだ。
 |
| 高槻工場でSPSに取り組むメンバー(左)と、推進事務局のメンバー(右) |
成功事例を水平展開できるように4工場合同で半年に1回の割合で成果報告会を開催し、優秀賞を決定して競争意識をあおる。こうした取り組みによって改善できる土壌を作り出してきた。
今年4月からSPS活動は第2段階を迎えた。営業や購買、情報システム部門と連携した改善活動「NPSS」を開始した。在庫削減を目指し、販売部門と生産部門の在庫を一元管理できる統合業務システムを構築。市販部門だけが販売計画を策定する際に活用している需要予測システムを歯科医院向けの営業部門などにも横展開して、需要予測の精度を高める。IT(情報技術)の活用により改善活動を進化させていく。



















































