2008年1月17日,NECとNECワイヤレスネットワークスは,携帯電話基地局向けの固定無線伝送装置「パソリンク」の工場見学会を開催した。
工場見学の前に,NECワイヤレスネットワークス社長の水村元夫氏は,世界でトップシェアを取るパソリンクの強さのカギとなる“ものづくり”について説明した(写真1)。
 |
| 写真1●NECワイヤレスネットワークス社長の水村元夫氏 |
水村氏は,パソリンクという製品の特徴として,「多品種受注生産」を挙げた(図1)。パソリンクが対応する周波数は6G~53GHzと広いが,実際に使える電波の周波数は各国で異なる。また,接続プロトコルや伝送容量,ファームウエアの言語仕様などの組み合わせを考えると1000種類以上にもなる。そうした個別受注の製品をいかに早く対応するかが重要だと述べた。NECワイヤレスネットワークスでは,3~4週間を通常の納期としており,さらに飛び込み需要には2週間の納期で対応できるという。
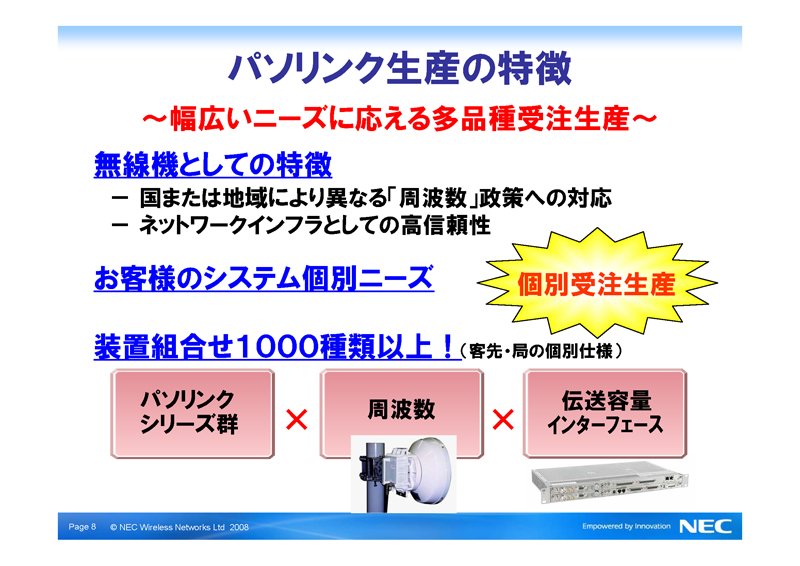 |
| 図1●パソリンク生産の特徴 [画像のクリックで拡大表示] |
短納期の多品種受注生産を実現するための具体的な取り組みとして,ラインの改善を例に挙げた。生産台数が千数百台にとどまっていた2001年には,ラインが雑然としており,部品や仕掛かり品が周りにたまっていた。しかし,2002年にはラインが1本の直線に配置し,周りにたまっているものがなくなった。さらに,2007年には,25mのラインを8mにまで短くすることに成功した(図2)。
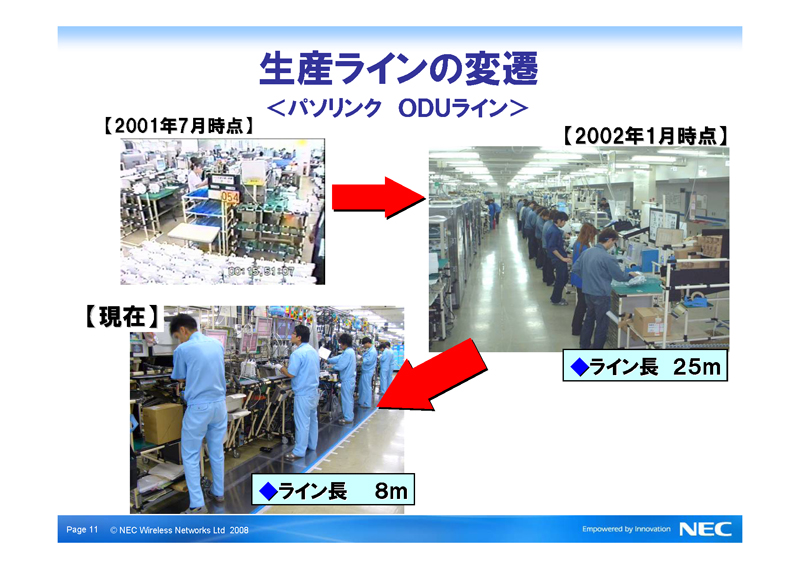 |
| 図2●生産ラインの変遷 [画像のクリックで拡大表示] |
「カンバン方式」を導入してジャストインタイム調達
このほか,開発と製造の連携強化,資材調達の革新などによって,同社の“ものづくり力”を向上してきたのだという。例えば,2001年から「カンバン方式」に代表されるトヨタ生産方式を導入し,部品のサプライヤと緊密に連携することで,部品のジャストインタイム調達を可能にした(図3)。その一方で,パソリンクのコアとなる部品(マイクロ波集積回路:MIC)を内製し,安定供給を図っている。
 |
| 図3●カンバン方式を利用した部品調達 [画像のクリックで拡大表示] |
続いて,実際のパソリンクの工場を見学した。
ラインは必ず直線状にし,一方向に流れるようにしている(写真2)。ライン内に仕掛かり品がとどまらないようにしているという。ラインにある仕掛かり品は常に作業員がワーク中で,作業が終わるとすぐに次の作業員に受け渡されるようになっている。
 |
| 写真2●パソリンクの生産ライン 仕掛かり品は向うから手前の方に流れてくる。手前の作業員は,梱包作業をしているところ。 [画像のクリックで拡大表示] |
ラインの脇に部材を保管する場所があり,ラインに部材がなくなると作業員が取りに来る。そして,部材を持っていく際には,取り付けてあるカンバンを外して置いていく。外されたカンバンは定期的に集められ,その情報に基づいてサプライヤから同じ形で供給される。これは有名なカンバン方式を取り入れたものだ。
このラインに流れている仕掛かり品は一見同じだが,実は全部仕様が違う。ユーザーの注文に応じて,周波数やファームウエアの言語などが1台ごとに異なっている。そのような仕様が違う仕掛かり品を取り違えないように,RFIDを利用している(写真3)。写真3の左上にある青いテープがぶら下がっているのがRFIDを発行する装置。作業員は装置が出力したRFIDのシールをただ張るだけでよい。
 |
| 写真3●多品種少量ラインにRFIDを活用 きょう体の外見は同じだが受注に合わせて仕様が異なる製品を取り違えないように,RFIDを利用している。 [画像のクリックで拡大表示] |
この工場では,朝の8時15分から深夜の2時15分まで,1日14便で出荷を続けている。



















































